Версия 3.1
Версия для токов ХХ не превышающих 2 А!! (версия 3.2 более надежна и работает с токами хх от 0 до 20А проверено)
Версия на (крутилках) переменных резисторах - регулируется время задержки, мощность, время импульса. Кнопка переключает авто или ручной режим.
Файлы с описанием, и т.д. в вложении.
Атмега 8 только в TQFP корпусе..... в ДИП не получится так как в дипе нет входов ADC6 и ADC7
272,1К 1383 скачиваний

Версия 3.2
Улучшеная версия 3.1 , Может измерять напряжение импульса, в схеме и разводке предусмотрен также замер тока импульса но пока не запрограммирован. (можно не делать схему измерения напряжения)
Программная настройка автостарта. В вложении фото готового контроллера.
В видео работа контроллера и настройка автостарта. Измеритель на мк Аттини 85 можно заменить на Аттини 25 , 45.
602,07К 2048 скачиваний

Версия 2.5
Для версии 2.5.1 ----
На дисплее -
Q=…. – мощность (регулируется угол отсечки …. 10 – 100%)
t1=…. – время задержки (настраивается от 0 до 5 сек шаг 0.1сек)
t2=…. – время сварочного импульса (настраивается от 0.1 до 5 сек.)
t3=…. – время между импульсами (0.1-5 сек)
N=…. – колличество импульсов (от 1 до 5)
Температура симистора (в меню заранее вводится температура включения вентилятора и температура отключения в случае перегрева симистора)
Для выхода в меню настроек нужно нажать и удерживать кнопку ">>" (на схеме) , в меню настраивается температура включения вентилятора охлаждения, температура тепловой защиты (отключения) , время восстановления (готовность к очередному процессу после окончания предыдущего и вкл и выкл звукового сопровождения.Также добавлена настройка автостарта - ручная и автоматическая.
При подаче питания происходит опрос на замыкание вторички силового транса - если вторичка замкнута контроллер заблокируется - для разблокировки нужно соответственно разомкнуть вторичку но если этого делать по специфическим причинам нельзя то нужно нажать и удерживать кнопку "СТАРТ" до сигнала.... далее контроллер переходит в нормальный режим работы.
Разводка блока управления для СМД, силового блока для ДИП.
В силовом блоке в качестве источника питания применен переделаный электронный трансформатор. Для подсветки дисплея применен модуль DC-DC Step_Down с регулируемым выходным напряжением.
Варианты питания могут бытьлюбые.
Два файла hex вложены - для Русскоязычной версии и Англоязычной.
652,68К 1287 скачиваний
Скрытый текст
Обновление прошивки (24.04.2016) версии 2.5 до версии 2.5.1 (схема без изменений)
В меню добавлены автоматическая и ручная настройка автостарта.
9,82К 810 скачиваний
Скрытый текст
(((Обновлена 12.052016))) Новая версия прошивки (версия 2.5.2) - из схемы можно исключить супервизор МСР131Т-450 . Если запись настроек при отключении питания не сохраняется то необходимо увеличить емкость конденсатора по питанию VCC до 1000 - 2000 мк. .... мигнувший светодиод "Старт" при отключении питания говорит о том что запись произведена.
Продолжаем велотему.
Когда ездил на работу на велосипеде, было неудобно возить в рюкзаке - потеет спина. Возить на багажнике неудобно - пакет сползает и норовит попасть в спицы. Нужна небольшая корзинка на багажник, которая удерживала бы небольшой груз от падения. Так как таких небольших корзинок не делают, решено делать самому. Для сборки такой корзинки нужна контактная сварка, она же может варить и аккумуляторы.
Процесс сборки корзинки багажника, батарей аккумуляторов, и самой сварки описан ниже.
«Тело сварки»
- трансформатор от микроволновки.
Ножовкой удалена вторичная обмотка, удалены пластины между первичкой и вторичкой. Рекомендую именно ножовку, дремелем или болгаркой легко повредить первичную обмотку, а она еще нужна. В окно вторичной обмотки был заведен (запихан, забит) в 4 руки провод ПВ3 70 квадратных миллиметров, 1 метра достаточно. Провод идет очень тяжело, заправлялся вдвоем.
На провод газовой горелкой напаяны наконечники медные луженые, чисто медные напаять не получилось. К наконечникам крепятся электроды - 10 квадратов меди для сварки аккумуляторов и прямоугольные для сварки прутка или листа.

В случае с прямоугольными электродами они позволяют варить как проволоку, если электроды стоят плоскость на плоскость, так и лист если повернуть верхний электрод на угол, как на фото.
Прямоугольные электроды это пластины от комплекта установки токовых трансформаторов, при электромонтаже они не пригодились а здесь как раз.
«Мозги сварки»
- самодельный таймер на микроконтроллере PIC16F628A, ссылка на который в заголовке обзора.
Был закуплен в магазине Chinese Super Electronic market, делаю там не первый и думаю не последний. При заказе в 15-30$ отправляет почтой с нормальным треком, хорошо упаковывает, не косячит с комплектацией. При этом у него обычно цены минимальны или близки к ним.
Кроме пикухи было закуплено
- , 10 наименований по 5 шт - 2,7$ лот 50 шт.
- 50 шт 1,28$
- 10 штук 4,8$
- 10 шт 1,6$
- - 10 шт 13,8$
За основу взята схема из

Из схемы взята силовая часть, прошивку было решено писать самому.
В схеме не понравилось использование двух кнопок - энкодером управлять быстрее и удобнее, малый диапазон выдержек.
Блок питания я обозревал уже , в него добавлен стаб на 5в. Два напряжения питания 5в основные и 12в контрольные идут на контроллер. При выключении питания первым начинает падать напряжение 12в, оно через резистивный делитель идет на ногу контроллера (синий подстроечник, выставил 3в). Контроллер видит ноль на ноге, сохраняет параметры и идет спать.
Выход ноги PIC дает сигнал на оптрон, оптрон открывает тиристор, который в свою очередь включает первичку транса. Нагрева деталей не замечено. Возможно использовать твердотельное реле, как в предыдущей статье на этом ресурсе. Я тоже в прошлом сварочнике использовал твердотелку, но оптрон+тиристор меньше и дешевле при закупке по 10 шт.
Энкодер был закуплен ,
В нем уже есть резисторы подтяжки, энкодер не только крутится но и нажимается.
При нажатии на энкодер цифра начинает плавно мигать (сделал изменение яркости по синусоиде) - показывает количество импульсов до 9, то есть варить можно повторным или тройным импульсом, пауза между импульсами равна длительности импульса, скважность 50% в общем. При повторном нажатии энкодера запоминает параметр в память (проверяет изменился ли он) и переходит опять в режим работы.
Индикация на двух светодиодных семисегментных индикаторах, индикация динамическая.
При сварке обычно нужны свободными обе руки, для запуска сварки была сделана педаль - кнопка звонка.
При включении таймер на 1 сек показывает-напоминает количество импульсов.
Потом индикация выдержки
.2 -0,02сек
0,2 -0,2 сек
2,2 -2,2 сек.
максимум 9,9 секунд, минимум 0,01 сек.
При нажатии педали и отработке выдержки показывается - -
Пинцет на должен дергаться при отработке выдержки, не очень наглядно получилось.
работы таймера 1,33 мин
Физически таймер собран в корпусе блока питания принтера HP, от него использована плата, как несущий элемент и разъем питания предохранитель и фильтрующие конденсаторы на входе.
Что то собрано на стойках, что то приклеено на термоклей, в общем все элементы колхоза. Как ни странно, все работает.
Слабонервным и перфекционистам фото потрохов не смотреть



Сварки гвозди 4+4мм.
Результат после
Результат сварки




Багажники, на оба багажника хватило 1 кг проволоки оцинковки 3 мм, цена около 1.5-2$
Мой ячейка 4*4см, жены для велосумки ячейка 5*5 см


Сварка батарей для шуруповертов



Остатки оцинковки

UPD.
Добавлено фото покрупнее
Краткое описание принципа действия и сборки:
Контактная сварка - процесс образования неразъёмного сварного соединения путём нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия. (Вики)
То есть нужен большой ток и усилие сжатия. В промышленных аппаратах усилие сжатия и ток регулируются электроникой, есть сварочники с гидравлическим сжимом. Самые простые те, где сжимаются руками, как в моем варианте. Еще необходим ток. Трансформатор от микроволновки позволяет заменить вторичную обмотку, вместо повышающей ставим понижающую. Напряжение большого значения не имеет, ток получается достаточный. При использовании бОльших трансформаторов возможно повреждение проводки, токи первичной обмотки в трансформаторе микроволновки в районе 15-20 ампер, хороший домашний вариант.
Кроме силовой части, которая обеспечивает ток и иногда прижим, иногда необходима электронная часть. Можно поставить в первичную обмотку автоматический выключатель на 16А, как в подъездном щитке, и с помощью него руками «на глаз» задавать временную выдержку воздействия тока на.
Например так
Если хочется немного удобства, держать обе обеими руками то можно добавить кнопку. Но не каждая кнопка выдержит токи в 15 ампер, для этого можно использовать твердотельное реле или пускатель. Если катушка пускателя или вход твердотельного реле низковольтный, не 220В, то нужен блок питания. Такой вариант на следующей картинке.
Блок питания дает 12 или 24 или любое другое безопасное напряжение, оно через кнопку К включает реле/пускатель, ногой нажимать удобно и кнопка не выгорает.
При больших выдержках порядка 2-5 сек и больших деталях это допустимо. Но при сварке аккумуляторов обычно используются пластины 0,1-0,2мм толщиной и необходимы короткие выдержки порядка 0,01-0,1 сек. Такие выдержки сложно отработать руками, превышение времени выдержки это прожег пластины, а иногда и аккума, а они не дешевы.
Для повторяемости результата ставится электронный таймер, который формирует необходимые короткие выдержки.
На следующей картинке схема с таймером.
Итого почти самый продвинутый вариант - трансформатор с замененной вторичкой, таймер кнопка, блок питания, можно комбинировать по вкусу. Например если таймер на 220в то блок питания не нужен, но может поджариться нога, если на педали будет 220в.
Краткая инструкция по сборке:
-Найти микроволновку, разобрать, извлечь транс (он 2/3 веса микроволновки).
-Проверить, живая ли первичная обмотка, она обычно намотана более толстым проводом, прозвонить. Не включать! Возможно появление высокого напряжения на вторичной обмотке и корпусе трансформатора.
-Аккуратно удалить обмотку с самый тонким проводом, если толстая живая. Зажать в тиски, спилить ножовкой или любым другим не особо мощным инструментом, остатки выбиваются.
-Удалить шунты (пластины между первичной и вторичной обмоткой).
-Бывает еще несколько витков накальной обмотки. Ее тоже можно удалять.
-В освободившееся окно намотать вторичную обмотку. Для сварки аккумуляторов достаточно 35 квадратов меди, для более толстых материалов 70-100мм. Возможно придется снять заводскую изоляцию и изолировать термоусадкой/изолентой. Два-три витка обычно достаточно. Провод называется ПВ3*70 или провод сварочный. Может ПВ5*70, но таких не видел.
-Оконцевать провод. Обычно используют наконечники медные луженые, наконечники медные. Можно обжать или напаять их или и то и другое.
-Закрепить на концах провода электроды. Для сварки аккумуляторов достаточно 10 квадратов меди (ПВ3*10), Для более толстых металлов изготавливаются электроды из медного прутка большого диаметра, на концах заточены. Чем лучше соединение электродов и провода и чем короче провод тем больше ток и лучше сварка.
- Добавить таймер, кнопку, корпус по вкусу. Можно добавить на рычаг верхнего электрода светодиод, освещающий рабочую зону. Можно добавить еще одну обмотку на 3-5 витков и припаять к ней зуммер 5В (белый провод у меня на фото), он будет пищать при сварке.
Ссылка на прошивку
RV2 подстроить до 3в, ниже лог. 0 и идет команда сохраняться в память.
Мотор-энкодер, две кнопки чтоб крутить его, кнопка сработки и кнопка энкодера
порты В для индикатора - ABCDEFG-2345610
индикаторы у меня sc56-11gwa, то есть общий катод.
Осциллограммы
в названии видно выдержку в сек.
В первой выдержка 0,01 сек, импульсы по одному вручную, правее 5 импульсов по 0,01
остальные все по 5 импульсов автоматом через паузу, равную выдержке.
Сварка батареи электровелосипеда
Это видео с прошлого сварочника, там 3 витка *35мм
Провод более тонкий и гибкий, суть та же.
Пластина 0,1*4мм Планирую купить +135 Добавить в избранное Обзор понравился +160 +286
Вот и в моем арсенале появилась контактная сварка.
Поводом послужил трансформатор от микроволновой печи, выкинутый на мусорку, но буквально перехваченный в полете, и аккуратно доставленный для диагностики.
Внешний осмотр показал, что первичная обмотка выполнена алюминиевым проводом. И первое желание было, возобновить прерванный полет к мусорной куче. Но что-то подсказывало, а ведь оно как-то работало, хоть и алюминий…
Аккуратно, избавился от вторичных обмоток. Намотал 4 витка монтажного провода. И получил такие результаты:
- Напряжение сети 234В.
- Напряжение вторичной обмотки 3,76В, (0,94 вольта на виток).
- Тогда первичная обмотка имеет 249 витков.
- Ток (х.х.) первичной обмотки 2,4А это чуть больше полукиловатта на рассеяние.
Мотаю 4 витка вторички, но уже мягкой шиной 32мм^2. Корочу вторику, на шину цепляю клещи для измерения тока короткого замыкания. Включаю… цифровой тестер, измеряющий ток в первичной обмотке успел показать ток 17А и потерял свой предохранитель. Быстро перевооружившись новым прибором на 50А, включаю.
Результаты на картинке:
![]()
Ток первичной обмотки 26А
Напряжение на клеммах первичной обмотки 215В (в сети 235В, 20В потеря на линии).
То есть, где-то около 5 киловатт чистой энергии (500Вт мощность потерь).
Ток вторички прибор показал 902А. Конечно, за правильность показаний не ручаюсь (предел у этого китайца 400А), но исходя из имеющегося, получается 902 х 3,76 = 3,4кВт.
То есть, к 500Вт добавились еще 5 – 3,4 = 1,6кВт. И эти 1,6+0,5=2кВт просто греют обмотки. И действительно, сетевая обмотка за 2 секунды работы в коротком замыкании нагревается с 30*С до 75*С. Правда это только при длительности 2 секунды, на практике еще не применялось. В основном работа с таймером в 0,02сек.
Вот, собственно и вся диагностика. Добавлю еще, что делал измерения с шестью витками вторички. Но мощность потребления по сети была меньше, (22А и 217В), очевидно повлиял коэффициент заполнения окна трансформатора. В последнем варианте с четырьмя витками он оказался выше.
Чуть не забыл, габаритная мощность получилась: (3,4 + 5,6) /2 = 4,5кВт
Еще вылез косяк с изоляцией вторички, от железа трансформатора. Необходимо учитывать, что температура обмоток может быть значительной, и обратить особое внимание на тип изоляции. Я в своем варианте использовал обычный малярный скотч. Но острые углы прикрыл стеклотекстолитом.


Внутренности окна так же изолировал оставшимися прокладками от родной вторичной обмотки.


Датчик температуры (биметалличечкий) установлен между обмотками. Имеет температуру отключения 80*С. Включается при 56*С. В перспективе, применить DS1821, у него мешая инерционность, а так же можно задать нужную температуру и гистерезис. Но не знаю, как он поведет себя в сильных магнитных полях.
Вся конструкция смонтирована в корпусе Z-2A
Клеммы крепятся к медным пластинам из листовой меди толщиной 2мм.

Для увеличения надежности крепления медные пластины спаяны вместе. Сами пластины приклеены к корпусу клеем, только для фиксации их при сборке. Основной крепеж выполняется скобами. Так же, при помощи скоб выполняется прижатие (электрический контакт) выводов вторичной обмотки к медным пластинам.
Особенности программных решений:
- Синхронизация с сетью теперь по полному периоду (20мс).
- Динамическая индикация посегментная (хотелось увидеть преимущества).
- Управление уставками, при помощи кнопок +/-.
- Ускоренная прокрутка значений при удержании кнопки.
- Защита от повторного включения при удержании педали.
- Сохранение уставки в память МК по отключению питания.
- Защита по перегреву обмоток трансформатора.
- Сохранение работоспособности от 100В сетевого напряжения.

Здравствуйте, уважаемые посетители. Речь в этой статье пойдет о цифровом таймере, предназначенном для аппарата точечной сварки. Схема устройства показана на рисунке 1.
Основой данного таймера является микроконтроллер PIC16F628A. Вообще программа, записанная в контроллер, это программа вычитающего счетчика. Для работы микроконтроллера используется его внутренний генератор. Обратный отсчет производится с периодом в 100мс. Максимальное время выдержки, чтобы не усложнять программу, я сделал, двадцать пять с половиной секунд. Установка времени выдержки устанавливается при помощи кнопок SB1 и SB2. Кнопкой SB1 увеличиваем значение выдержки времени, а с помощью кнопки SB3 — уменьшаем. Причем при установке времени, период смены показаний не постоянный. Сначала показания будут меняться с периодом в половину секунды. Потом этот период уменьшится до 25мс. Это сделано для увеличения оперативности установки необходимой выдержки.
При первом включении таймера на индикатор будет выведена из EEPROM контроллера выдержка в 10,0 секунд. В последующем в энергонезависимую память будут записываться уже ваши значения.
Запускается таймер кнопкой «Старт», после ее нажатия на выводе 15 DD1 появляется фронт управляющего сигнала и сразу же начинается обратный отсчет установленного времени выдержки. По истечении этого времени, напряжение на выводе 15 DD1 падает почти до нуля — спад импульса управления. Повторное нажатие на кнопку возможно только через 3 секунды, если выставленная выдержка менее этого времени, или после окончания импульса управления, если длительность импульса более 3 секунд.
В схему таймера введена перемычка J1, дающая возможность применять индикаторы, как с общим анодом, так и с общим катодом. Если перемычка отсутствует, то программа индикации будет обслуживать индикатор с общим анодом, а если перемычка установлена, то программа будет работать на индикатор с общим катодом.
Номиналы подтягивающих резисторов R1… R4 — могут быть любыми от 4,7к до 10к. Номиналы гасящих резисторов R5… R12 выбираются в соответствии с необходимой яркостью свечения сегментов индикаторов. Я всегда ставлю резисторы по 510 Ом. Это уменьшает нагрузку на выходы микроконтроллера и увеличивает срок службы самого индикатора. Микросхемный стабилизатор напряжения DA1 можно поставить любой на соответствующий ток нагрузки и выходное напряжение пять вольт. Например, КР142ЕН5А. Максимальное входное напряжение зависит от выбранной вами микросхемы стабилизатора. Максимальное входное напряжение для микросхемы КР142ЕН5А равно 15 вольт. Так как при контактной сварке возникают очень большие электромагнитные поля все устройство, во избежание сбоя программы, должно быть тщательно экранировано, а напряжение питания, возможно, придется подавать через LC фильтр. Конденсатор С2 при монтаже схемы припаивают непосредственно в соответствующим выводам микроконтроллера. Программа и схема разрабатывались по просьбе одного из посетителей сайта, поэтому в железе проверить данную схему пока не представляется возможным. Таймер был промоделирован в протеусе.
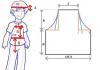
Силовая электрическая схема споттера давно прошла стадии разработки, экспериментов и используется для рихтовки авто в разнообразных вариантах. После приобретения опыта работы с устройством возник вопрос автоматического управления режимами работы устройства с более точными регулировками и необходимыми защитами. Споттер с режимом и споттер как сварочный аппарат для работы электродом должны иметь различную длительность и мощность импульса. Точка сварки может получиться слабой или слишком крепкой, что создаст дополнительные трудности при ремонте авто.
Фото 1. Споттер незаменим при проведении автомобильных кузовных работ.
Основные параметры, которым нужна точная регулировка для качественного результата работы, это мощность импульса и его длительность. Предлагаемая схема позволит подбирать и сохранять установки параметров как в режиме сварочный аппарат, так и делая точечную сварку.
Схема собрана на трех платах и состоит из двух функциональных частей:
- Плата, на которой расположен блок питания. Внешний вид можно посмотреть на фото 1.
- Две платы, на одной из которых расположен контролер и вторая с кнопками переключения и четырехразрядным индикатором.
Блок питания и его схема
![]()
Схема блока питания показана на рис.1. Условно ее можно разделить на три составные части:
- цепь питания первичной обмотки понижающего трансформатора;
- понижающий трансформатор;
- вторичная обмотка с диодным мостом и стабилизатором напряжения.
В цепи первичной обмотки трансформатора установлен сетевой фильтр, обычно используемый в импульсных блоках питания. Здесь он используется для защиты микросхемы контролера от импульсов, создающихся в сетевом напряжении при работе споттера.
Трансформатор можно использовать любой с напряжением 220 В/24 В при работе от сети в 220 В. При работе от сети в 380 В нужно применить соответствующий трансформатор и сетевой фильтр.
К вторичной обмотке подключен диодный мост со сглаживающими конденсаторами и стабилизатор напряжения на микросхеме LM2574. С выхода микросхемы напряжение номиналов в 5 В подается на выходной разъем Х1 через цепочку LC — фильтра для устранения высокочастотных помех. Отмеченные пунктиром соединительные линии должны быть минимальной длины и располагаться по возможности ближе ко второй ножке микросхемы IC1.

Рисунок 1. Схема блока питания.
Напряжение на клемме 1 разъема Х1 используется контроллером для определения нулевого уровня.
Напряжение с клеммы 7 разъема Х1 используется для запуска контроллера при положительной полуволне сетевого напряжения.
Изготовленная своими руками схема при отсутствии ошибок в сборке начинает работать без дополнительных настроек. Наличие напряжения в 5 В будет контролировать светодиод LED1.
Пускатель К1 предназначен для подключения сетевого напряжения при замыкании выключателя S1.
Вместо него можно использовать автоматический выключатель с защитой нужного номинала или подключать напряжение напрямую, при наличии предохранителей в питающий сети.
Вернуться к оглавлению
Управление силовым тиристором точечной сварки споттер

Фото 2. Внешний вид платы блока управления с контроллером.
Для управления силовым тиристором или симистором используется микросхема МОС3052. Эта серия микросхем специализирована для использования в устройствах подобного типа и при замене на аналоги. При этом необходимо внимательно оценить технические характеристики предлагаемого варианта.
При питании схемы от сетевого напряжения 380 В необходимо использовать симистор типа ВТА40 — 800v, соответственно рабочее напряжение конденсатора С11 630 В, защитные варисторы R14 и R15 типа 20D241. Для установки симистора нужно использовать радиатор. Конструкция элемента безопасна и не имеет соединения с теплоотводом. На радиатор для контроля температуры желательно установить термостат с температурой размыкания контактов 60-80°С. Аналогичным контролем можно оснастить силовой трансформатор. Аварийный сигнал от термостатов можно подключить к контроллеру для остановки работы при превышении температуры выше допустимой, с отображением соответствующего сигнала на индикаторах.
Для споттеров большой мощности можно рекомендовать другой вариант схемы управления тиристорами. В ней применяются тиристоры типа 70TPS12, для управления которыми использованы оптроны МОС3052. Тиристоры этого типа имеют электрическое соединение с теплоотводами и должны устанавливаться на раздельные радиаторы или с диэлектрическими прокладками.
Вернуться к оглавлению
Схема управления с блоком индикаторов точечной сварки споттер

Рисунок 2. Схема блока управления для споттера.
Внешний вид платы блока управления с контроллером показан на фото 2.
На фотографии показан внешний вид блока индикаторов с кнопками управления без декоративной панели. Панель индикаторов с кнопками и установленной декоративной панелью показана на другом фото 3.
Схема управления имеет минимум вспомогательных элементов. Управление всеми процессами осуществляется микроконтроллером типа AtMega 16, установленном в исполнении DIP. Элемент производителя фирмы Atmel имеет невысокую стоимость и большое количество выводов. Устройство контролера позволяет использовать входные и выходные сигналы на любые ножки микросхемы, поэтому плата получается максимально упрощенной. Кроме возможностей конфигурации, контролер оснащен оперативной и энергонезависимой памятью большой емкости и др. В схеме управления споттером его возможности использованы примерно на 20 %.
Вернуться к оглавлению
Краткое описание работы точечной сварки споттер
Принципиальная схема блока управления показана на рисунке (рис.2). При поступлении напряжения питания загружаются сохраненные в энергонезависимой памяти данные для первой кнопки. На индикаторе отображается выдаваемая контролером информация. Параллельно с выводом информации выполняется контроль состояния кнопок, при обнаружении сработавшей кнопки запускается соответствующая подпрограмма. Информация на табло обновляется в связи с новым запросом.
При каждом срабатывании контактов кнопок раздается звуковой сигнал, его отсутствие означает неисправность или зависание контроллера.

Фото 3. Панель индикаторов споттера.
При помощи кнопок можно выбрать необходимый режим работы, установить нужные параметры импульса. Подобранный режим можно сохранить в памяти для последующего использования.
В режиме «Работа» контроллер работает следующим образом:
- Индикаторы отключаются, контроллер контролирует уровень напряжения на контакте AIN1.
- При снижении напряжения до нулевого уровня запускается счетчик с установленным периодом паузы.
- По окончании отсчета выдается команда на микросхему управления тиристором (симистором). Процесс повторяется на каждом периоде сетевого напряжения для использования только положительной половины периода. Это усовершенствование позволяет избежать режима магнитного насыщения железа.
Контроль сетевого напряжения происходит по цепочке от блока питания, через контакт разъема Х-1 на контакт контроллера SIN. Элементы VR2 и Q2 корректируют форму сигнала. Напряжение на открытие симистора подается на разъем Х3, контакты 1 и 2.